模具在生产的时候各个方面的因素都会影响到模具最后的质量,比如加工时候的温度会影响模具的韧性和硬度,而塑件的尺寸和收缩率会影响模具的尺寸等等。那么在模具设计中,影响到收缩率的因素又有哪些呢?下面小编就为大家简单介绍一下影响精密模具收缩率的主要因素有哪些吧!
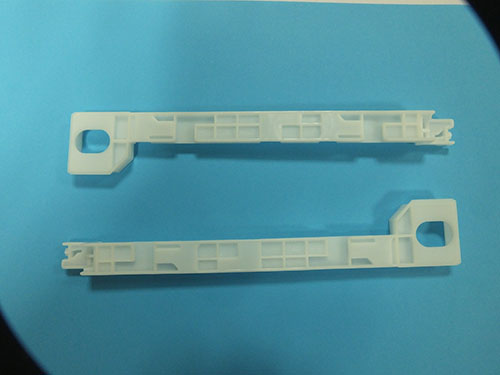
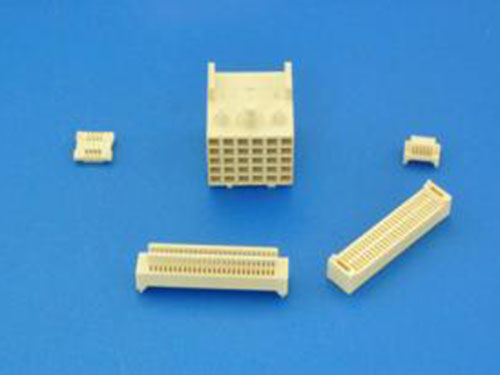
精密模具
由于模具的尺寸可以通过塑件的尺寸和收缩率来确定,因此在模具设计中必须考虑到影响收缩率的主要因素。影响收缩率的主要因素有:①注射压力;②树脂温度;③模具温度;④浇口截面积;⑤注射时间;⑥冷却时间;⑦塑件壁厚;⑧增强材料含量;⑨定向性;⑩注射速度。但塑件成型后仍然存在收缩,影响成型后收缩的主要因素有内部应力、结晶度、温度、湿度等。
(1)注射压力的影响。注射压力对收缩率有很大影响,注射压力大,收缩率小,塑料零件的实际尺寸大。在单个模腔中,注射压力因塑料零件的形状而异。在多模腔中,每个模腔的注射压力不同,结果每个模腔的收缩率也不同。
(2)模具温度。无论是非结晶树脂还是结晶树脂,模具温度高,收缩率大。精密成型应将模温维持在特定温度,因此在模具设计时,应注意冷却回路设计。
(3)浇口截面积。改变浇口截面积会使收缩率发生变化,收缩率随浇口尺寸变大而变小,这与树脂的流动性有关。
(4)塑件壁厚。对于非结晶树脂,壁厚大,收缩率大,对于结晶树脂,则必须避免壁厚发生较大变化。多模腔时,如果模腔壁厚有差异,收缩率也将产生差异。
(5)增强材料含量。用玻璃纤维增强树脂时,玻璃纤维含量越多,收缩率越小,流动方向的收缩率比横向收缩率小。为了防止扭曲、翘曲,还必须考虑浇口形状、位置和数量的影响。
(6)定向性。所有树脂都存在定向性,结晶树脂的定向性特别大,并因壁厚和成型条件不同而有差异。
以上就是影响精密模具收缩率的主要因素了,希望对大家有所帮助! |