The stamping process can play a great role in the production and processing of the die, but the stamping die will be worn during the operation. What good methods can be used to deal with it? Here are some effective ways to deal with it:
1. Replace the worn stamping die guide assembly and punch in time.
2. Check whether the stamping die clearance is unreasonable (too small), and increase the lower die clearance.
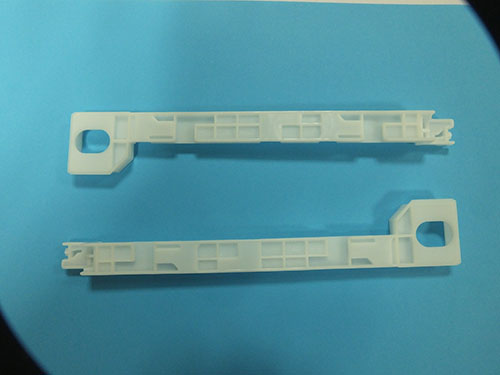
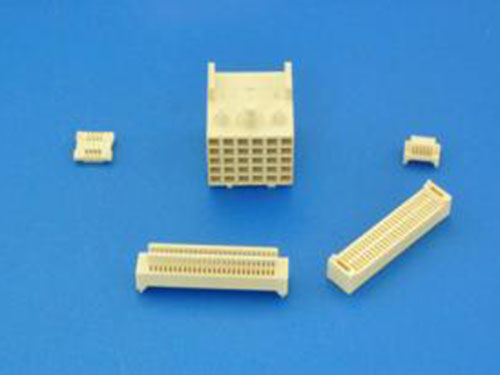
Stamping die
3. Minimize wear, improve lubrication conditions, lubricate plates and punches. The amount of oil and the number of oil injections depend on the conditions of the processing materials. For materials without rust and scale such as cold-rolled steel plate and corrosion-resistant steel plate, oil shall be injected into the die. The oil injection points are guide sleeve, oil injection port, lower die, etc. Use light engine oil for oil. For materials with rust scale, during processing, the rust powder will be sucked between the punch and the guide sleeve, resulting in dirt, so that the punch cannot slide freely in the guide sleeve. In this case, if you apply oil, it will make the rust scale easier to be stained. Therefore, when flushing this material, on the contrary, wipe off the oil, decompose it once a month, and remove the dirt of the punch and lower die with steam (firewood) oil, Wipe clean before reassembly. This can ensure that the mold has good lubrication performance.
4. If improper grinding method causes annealing of the die and aggravates wear, soft abrasive grinding wheel shall be used, with small knife consumption, sufficient coolant and frequent cleaning of the grinding wheel.
If you want to deal with stamping die wear, you can deal with it through the above four effective methods. I hope the content of this paper can help you. |